Moist Clay
PLEASE NOTE: During the winter months Moist Clay and some Liquid Materials are at risk of freezing. You may order these items during this time but shipment is at your risk. Frozen Clay and Materials cannot be replaced or refunded. Thank you.
We offer a wide variety of carefully selected, pre-mixed clays from reputable manufacturers: Standard Clay Co. of Pennsylvania; Tucker's Pottery Supply from Ontario, Canada, and Laguna Clay of California. We've provided Standard Clay for over 20 years to our customers who have come to depend on its quality and variety for all their production needs. Packaged as two 25 lb. blocks per 50 lb. box, each block is pugged, de-aired and sealed in plastic. Boxes are clearly marked with name, cone rating, batch # and date. Certified AP Non-Toxic in its moist form, Standard Clay is a favorite with schools and potters alike. Tucker's Clay is the most thoroughly tested and monitored moist clay we've found on the market, with technical support that is second to none. Their wide variety of bodies and firing ranges insures a clay to meet everyone's needs. Tucker's formulas have been Certified AP Non-Toxic in their moist form, and are sure to become a favorite for schools and studios alike. Packaged as two 22 lb. de-aired pugs in heavy duty plastic bags per 44 lb. box & in stock now at our Kingston, NY warehouse, you owe it to yourself to try Tucker's Clay! Laguna Clay had its inception in 1976 California and now has manufacturing facilities in City of Industry, CA, Byesville, OH and Oviedo, FL. Packaged as two 25 lb. blocks per 50 lb. box, each block is pugged, de-aired and sealed in plastic.
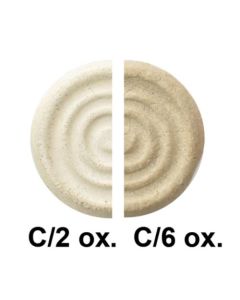
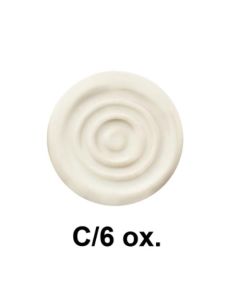
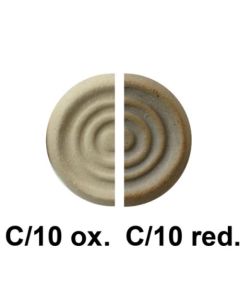
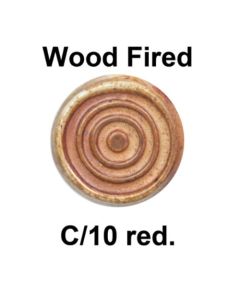
When choosing a clay, first determine what temperature range you will be firing. The temperature range you select is determined by the type of work you do and the equipment available to you. There are three basic temperature ranges: Low Fire/Earthenware Cone 06-3 (1850°F-2135°F) Mid Range/Stoneware & Porcelain Cone 4-7 (2160°F-2290°F) High Fire/Stoneware & Porcelain Cone 8-10 (2315°F-2380°F) *NOTE: High Fire clay bodies are often described as having a "wide firing range" (eg. Cone 2-10). Any clay body can be fired below its maturation point for various reasons, however it may not be suitable for functional ware when underfired in this manner. A High Fire clay may have a 2% absorption rating at C/10, but 6% or more at C/4. For functional work, a general guideline is that absorption should be 3% or less for stoneware and 1% or less for porcelain. A clay that is too porous will tend to absorb excess moisture and contaminants during use. Underfired clay bodies also tend to have more glaze/body fit problems such as crazing. A crazed glaze allows moisture and contaminants to seep through into the underlying clay and become trapped, causing premature weakening of the piece and possible bacterial growth if food items are involved. We have found that using glazes and clays formulated to mature at the same temperature reduces the occurrence of some of these problems when durable, functional work is desired.
Narrow your search by selecting a Category under Shopping Filter below.